Category
Straddle Type Holders
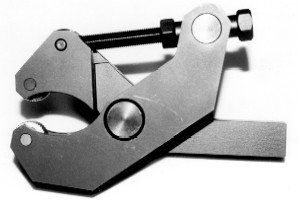
Compact Straddle Holders | ||
|---|---|---|
|
Inch and Metric Dimensions |
 |
|
| These holders are compact in design and ideally suited for small CNC and SWISS style machines. Holders are self centering and can easily be adjusted for different diameters by either loosening or tightening the two clamping screws. Good for Axial Feeding with "Convex Inch" or "Convex Metric" knurls. | ||
Heavy Duty Adjustable Straddle Holders | ||
|---|---|---|
|
Inch and Metric Dimensions |
 |
|
|
These knurl holders are, designed for medium and large lathes, are self centering and very robust. Ideal for heavy axial feeding with convex style knurls. All supplied with carbide pins and set screws. Note: If you will be axially feeding tools to produce a knurl pattern wider than the tool itself we recommend using "Convex Inch" or "Convex Metric" axial feed style knurls. |
||
Compact Straddle Holders - Setup and Operating Instructions
|
|
|
For rolling a "full" straight or diagonal knurl pattern with standard 70°, 80°, or 90° knurls, first determine the proper pre-knurl blank diameter if it is not known. We would normally recommend subtracting the approximate increase in knurled diameter (see Table I) from the approximate maximum finish knurl diameter specified on the drawing. Then your minor diameter would be approximately your just determined blank diameter minus this same roll up amount. |
|
|
|
|
|
|
|
|
Adjustable Straddle Holders - Setup and Operating Instructions
(Large Capacity, Heavy Duty)
|
|
|
For rolling a "full" straight or diagonal knurl pattern with standard 70°, 80°, or 90° knurls, first determine the proper pre-knurl blank diameter if it is not known. We would normally recommend subtracting the approximate increase in knurled diameter (see Table I) from the approximate maximum finish knurl diameter specified on the drawing. Then your minor diameter would be approximately your just determined blank diameter minus this same roll up amount. |
|
|
|
|
|
|
|
|
APPROXIMATE INCREASE IN KNURLED DIAMETERSUsing ACCU TRAK Circular or Diametral Pitch Knurls |
||||||
|
TPI
|
Pitch
mm |
Tooth
Angle |
Straight
In. / mm |
Diagonal
In. / mm |
Diamond (ON PART)
|
|
|
Male
|
Female
|
|||||
|
12
|
2.12
|
90°
|
.034" / .86mm
|
.034" / .86mm
|
.038" / .97mm
|
.023" / .58mm
|
|
16
|
1.59
|
90°
|
.025" / .64mm
|
.025" / .64mm
|
.029" / .74mm
|
.017" /.43mm
|
|
20
|
1.22
|
90°
|
.020" / .51mm
|
.020" / .51mm
|
.023" / .58mm
|
.014" / .36mm
|
|
25
|
1.02
|
90°
|
.016" / .41mm
|
.016" / .41mm
|
.018" / .46mm
|
.011" / .28mm
|
|
30
|
0.85
|
90°
|
.013" / .33mm
|
.013" / .33mm
|
.015" / .38mm
|
.009" / .23mm
|
|
35
|
0.73
|
90°
|
.011" / .28mm
|
.011" / .28mm
|
.013" / .33mm
|
.007" / .18mm
|
|
40
|
0.64
|
90°
|
.009" / .23mm
|
.009" / .23mm
|
.010" / .25mm
|
.006" / .15mm
|
|
-
|
||||||
|
35
|
0.73
|
70°
|
.014" / .36mm
|
.014" / .36mm
|
.016" / .36mm
|
.009" / .23mm
|
|
40
|
0.64
|
70°
|
.012" / .34mm
|
.012" / .34mm
|
.013" / .33mm
|
.008" / .20mm
|
|
50
|
0.51
|
70°
|
.009" / .23mm
|
.009" / .23mm
|
.010" / .25mm
|
.006" / .15mm
|
|
60
|
0.42
|
70°
|
.007" / .18mm
|
.007" / .18mm
|
.008" / .20mm
|
.005" / .11mm
|
|
70
|
0.36
|
70°
|
.006" / .15mm
|
.006" / .15mm
|
.007" / .17mm
|
.004" / .10mm
|
|
80
|
0.32
|
70°
|
.005" / .13mm
|
.005" / .13mm
|
.006" / .15mm
|
.004" / .10mm
|
|
-
|
||||||
|
DP
|
Pitch
mm |
Tooth
Angle |
Straight
In. / mm |
Diagonal
In. / mm |
Diamond (ON PART)
|
|
|
Male
|
Female
|
|||||
|
64
|
1.25
|
80°
|
.024" / .61mm
|
.021" / .53mm
|
.024" / .61mm
|
.015" / .38mm
|
|
96
|
0.83
|
80°
|
.016" / .41mm
|
.014" / .36mm
|
.016" / .41mm
|
.010" / .25mm
|
|
128
|
0.62
|
80°
|
.012" / .30mm
|
.010" / .25mm
|
.012" / .30mm
|
.007" / .18mm
|
|
160
|
0.50
|
80°
|
.009" / .23mm
|
.008" / .20mm
|
.009" / .23mm
|
.005" / .13mm
|
DETERMINING CENTERLINE WITH STRADDLE HOLDERS
With an axial feed holder coming from the turret, the wheels should already be close to the centerline unless the holder is defective. When using a straddle type holder which comes in from the cross-slide, or x-axis of a cnc machine, the following procedure should enable you to locate the opposing knurling wheels above and below the exact centerline. This is normally preferred to keep spindle forces to a minimum on your machine. |
|
|
