Category
- Bump Type (72)
- Self Centering Bump Holders (12)
- Straddle Type (52)
- 2 Die End Rolling (19)
- 3 Die End Rolling (31)
- Conical Knurling (8)
- Face Knurling (36)
- Internal Knurling (13)
- Cut Type Knurling (54)
Knurling Holders
Knurl Bump Holders
| ||
|---|---|---|
Single Die Bump Holders
"For CNC and other Lathes" |
Inch or Metric Dimensions |
 |
Up To The Shoulder Holders
"Uses ML and W2 Series Counter Bored Knurls" |
Inch and Metric Dimensions |
 |
Single or Two Die Modular Bump Holders
"For (Right Hand use only) in CNC or other Lathes - For a complete unit, order 1 head and 1 shank."
|
Inch and Metric Dimensions |
 |
Compact 2 Die Bump Holders"Suitable for Swiss Type Lathes"
"For "EP" Series Knurls" |
Inch Dimensions |
 |
Single Knurls Bump Holder
"For Face Knurling" |
Inch Dimensions |
 |
Angular Bump Holders
"For Conical Knurling" |
Inch Dimensions |
 |
Self Centering Bump Holders
| ||
|---|---|---|
Self Centering Bump Holders
"For (Right Hand use only in) CNC's or other Lathes" |
Inch Dimensions |
 |
Compact Straddle Holders
| ||
|---|---|---|
Compact Straddle Holders |
Inch and Metric Dimensions |
 |
Self Centering Straddle Holders with Square Shank"Suitable for use in Swiss Machines" |
Inch Dimension
|
 |
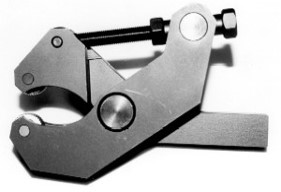
| These holders are compact in design and ideally suited for small CNC and SWISS style machines. Holders are self centering and can easily be adjusted for different diameters by either loosening or tightening the two clamping screws. Good for Axial Feeding with "Convex Inch" or "Convex Metric" knurls. | ||
Heavy Duty Adjustable Straddle Holders | ||
|---|---|---|
|
Heavy Duty Adjustable Straddle Holders |
Inch and Metric Dimensions |
 |
|
These knurl holders are, designed for medium and large lathes, are self centering and very robust. Ideal for heavy axial feeding with convex style knurls. All supplied with carbide pins and set screws. Note: If you will be axially feeding tools to produce a knurl pattern wider than the tool itself we recommend using "Convex Inch" or "Convex Metric" axial feed style knurls. |
||
Compact Two Die Round Shank Holders | ||
|---|---|---|
|
Compact Two Die Round Shank Holders For Knurling from Turret |
Inch and Metric Dimensions |
 |
Heavy Duty Two Die Round Shank Holders* With Swivel Die Blocks | ||
|---|---|---|
|
Heavy Duty Two Die Round Shank Holders For Knurling from Turret |
Inch Dimensions
|
 |
| Special Synchronizing Assembly available for knurling straight pattern without mistracking Call (800) 433-4933 for pricing and availability |
||
Regular Compact Two Die Holders | ||
|---|---|---|
|
Offset Shank's |
Inch Dimensions
|
 |
Heavy Duty Compact Three Die External Knurling Holder | ||
|---|---|---|
|
Heavy Duty Compact Three Die Knurl Holder |
Inch and Metric Dimensions |
 |
| Compact design makes it ideal for use on screw machines and CNC lathes when axial feed knurling from the turret. Parts are self supported and they can extend thru the shank for long jobs. We recommend using "CONVEX" Knurls Holder can also be adapted for burnishing and internal knurling. To Set Up: Determine Blank Diameter using Table I. Subtract the approximate knurl depth to obtain the minor diameter of the part. IN THE MACHINE set the three carrier blocks to this size or a few thousandths larger and test roll some parts. For further small adjustments move only one of the blocks. NOTE: Adjustments are made from the front of the holder. Recommended feed rate is .010 - .030" per rev. (off twice as fast) with a spindle speed of approximately 50 - 150 SFPM. |
||
Compact Self-Centering Three Die Holder with Synchronized Adjustment | ||
|---|---|---|
|
Compact Self Centering Die Holder with Synchronized Adjustment |
Inch and Metric Dimensions |
 |
| Knurl head for knurling small diameter components. Fitted with three jaws arranged at 120º which can be adjusted simultaneously by means of a synchronizing ring. This tool has a built-in mechanism that compensates any misalignment between the chuck and turret centerlines. Recommended for use on CNC, automatic, multi-spindle lathes and others. | ||
Cam Adjustable Internally Synchronized Three Die Spline Rolling Heads | ||
|---|---|---|
|
Cam Adjustable Internally Synchronized Three Die Spline Rolling Heads CUSTOM CONFIGURATIONS PLEASE CALL FOR INFO: 508-892-1787 |
||
|
Synchronized spline rolling heads are used to roll precision parts which must fit with a mating part. They are also used where the length of the part would cause excessive deflection when rolling from one side. A synchronizing mechanism is needed when more than one straight die is used to prevent mis-tracking and minimize spacing error. Mis-tracking is when rolling dies produce the wrong number of teeth (often twice as many as desired). Spacing error is when the distance from tooth to tooth varies, causing mating parts not to fit together. The synchronizing gear aligns the teeth on each rolling die in relation to the others. When rolling the synchronizing gear is pushed back into the head. When the part is retracted, a spring returns the synchronizing gear to its original position. The cam adjustable type allows the three dies to be adjusted with a single adjustment, making setup easier than heads with independent adjustment. |
||
Taper Knurling Holders | ||
|---|---|---|
|
Round and Square Shank's ADJUSTABLE HOLDERS TO ACCOMODATE ANY ANGLE (FOR KNURLING ON CONICAL DIAMETERS) |
Inch Dimensions |
 |
| For Narrow Knurl Bands or small taper angles, KP Series & PH Series Knurls can be used. When the Pitch change is greater than 20% special Conical dies are recommended (see below). |
||
Adjustable Face Knurling / End Rolling Holders | ||
|---|---|---|
|
Adjustable End Rolling Holders FOR SCREW MACHINES AND AUTOMATICS |
Inch and Metric Dimensions |
 |
|
The End Rolling System tool holder in its normal configuration has enough adjustment for the Die to Knurl up to a 1.25 inch diameter. The slide can be reversed and now the maximum diameter is 2.50 in. When knurling on these larger diameters the tip of the Die isn't on the center of the part, but if the knurl band on the part is narrow an acceptable impression can be made. In general if the rate of pitch change on the part is within 10% of the rate of pitch change on the Die a good straight knurl will be made. The greater the deviation, the more 'S' shaped will be the impression. FOR BEST RESULTS THE FOLLOWING CONDITIONS SHOULD BE FOLLOWED DURING SET-UP
|
||
Fixed Face Knurling / End Rolling Holders | ||
|---|---|---|
|
FOR MANUAL & CNC LATHES |
Inch and Metric Dimensions |
 |
| This End Rolling tool holder is the same as the adjustable system shown above but it is a single piece square shank unit with the die remaining in a fixed position. Ideal for use in manual & CNC lathes where adjustment is not needed. |
||
Internal Knurling Holders | ||
|---|---|---|
|
FOR I.D. KNURLING ON CNC AND MANUAL LATHES |
Inch Dimensions |
|
| Internal Holders are intended to be used boring bar style (off center). Each has flats on diameter of shank to allow mounting in tool post. Maximum depth that can be knurled will vary with toughness of material to be knurled. | ||
Single Knurl Cut Type Holders | ||
|---|---|---|
|
Inch and Metric Dimensions |
 |
|
|
These knurling tools will produce a straight knurl using a 30° RH diagonal knurling die or a 30° LH diagonal knurl with a straight knurling die. The knurl depth should be approximately 50% of the knurl pitch. Surface speed is in the range of 50-200 ft/min (depending upon material) with a feed rate of around .005"/Rev. If the knurl is not parallel, adjust the head. Be sure to use plenty of coolant to flush away the chips. *Each time the wheels are changed, a high pressure graphite based lubricant should be applied to the bore and bushing to reduce the likelihood of the wheel seizing on the bushing. |
||
Double Knurl Cut Type Holders | ||
|---|---|---|
|
Double Knurl Cut Type Holders |
Inch and Metric Dimensions |
 |
|
These knurling tools will produce a 30° diamond pattern using two straight knurling dies. Set the work diameter on the tool scale by unlocking the socket head screws from the rear and tapping to break the lock. The tool has to be mounted in the machine on center. Use the fine adjustment screws to insure both knurls are hitting equally. The depth of cut should be approximately 50% of the knurl pitch and feed at around .005"/Rev. Surface speed should be in the range of 50-200 ft/min depending on material. Always have plenty of coolant flushing the work area. *Each time the wheels are changed, a high pressure graphite based lubricant should be applied to the bore and bushing to reduce the likelihood of the wheel seizing on the bushing. |
||
*** Pricing and Discount structure are subject to change without notice.
Accu Trak Knurling Tools are manufactured to extremely high standards from premium alloys. Many are available with a lapped tooth form to give longer life and impart a smooth, clean surface to the knurled part. Both sides and the bore of the knurl are finish ground to maintain close tolerance on diameter and side runout. Our standard material is a high quality grade of High Speed steel which is vacuum hardened, and tempered at least 2 times to a hardness of about 63 Rockwell C.
For severe knurling operations, such as rolling on 303 stainless or semi-hardened steels, Accu Trak also offers knurls in a premium grade of high-cobalt steel. These knurling tools are slightly harder and in most applications deliver a substantial increase in tool life. Multiple coatings such as "TiN" and "Ferritic Nitrocarburizing" are also available if necessary. Our sales representatives will be happy to discuss any aspect of your knurling application and make recommendations on maximizing tool life versus cost for any type of knurling operation.
In addition to the many stock knurling dies shown above, we can manufacture virtually any size and pitch special knurling tools with 1-2 week normal delivery for standard knurl tooth forms.
