Category
- Adjustable End Rolling Holders - Inch (6)
- Adjustable End Rolling Holders - Metric (6)
- Fixed End Rolling Holders - Inch (6)
- Fixed End Rolling Holders - Metric (6)
- Standard Shank Conical Knurling Dies (0)
- Heavy Duty Shank Conical Knurling Dies (0)
- Face Knurl End Rolling Holders - Inch (3)
- Face Knurl End Rolling Holders - Metric (3)
- Single Knurl Bump Holder (2)
Face Knurling
Adjustable End Rolling Holders | ||
|---|---|---|
|
FOR SCREW MACHINES AND AUTOMATICS |
Inch and Metric Dimensions |
 |
|
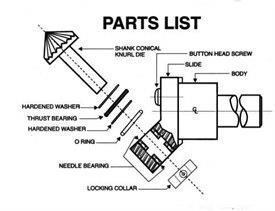
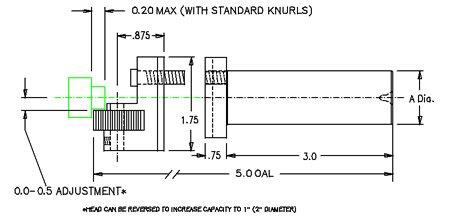
The End Rolling System tool holder in its normal configuration has enough adjustment for the Die to Knurl up to a 1.25 inch diameter. The slide can be reversed and now the maximum diameter is 2.50 in. When knurling on these larger diameters the tip of the Die isn't on the center of the part, but if the knurl band on the part is narrow an acceptable impression can be made. In general if the rate of pitch change on the part is within 10% of the rate of pitch change on the Die a good straight knurl will be made. The greater the deviation, the more 'S' shaped will be the impression. FOR BEST RESULTS THE FOLLOWING CONDITIONS SHOULD BE FOLLOWED DURING SET-UP
|
||
Fixed End Rolling Holders | ||
|---|---|---|
|
FOR MANUAL & CNC LATHES |
Inch Dimensions |
 |
| This End Rolling tool holder is the same as the adjustable system shown above but it is a single piece square shank unit with the die remaining in a fixed position. Ideal for use in manual & CNC lathes where adjustment is not needed. | ||
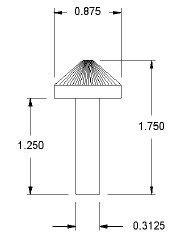
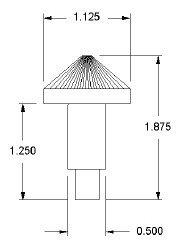
Shank Conical Knurling Dies | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
For use with adjustable or fixed end rolling holders shown above |
Inch Dimensions |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


Face Knurl End Rolling Holders | ||||
|---|---|---|---|---|
|
BUMP - USES ML SERIES |
Inch and Metric Dimensions |
 |
||
|
||||

Single Knurl Bump Holder | ||
|---|---|---|
|
For Face Knurling |
Inch and Metric Dimensions |
 |
