|
HOLDER
|
KNURL
SERIES |
PIN
|
CAPACITY**
|
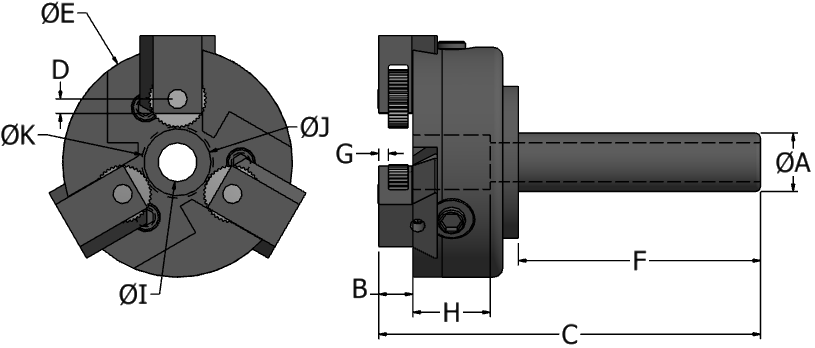
HOLDER DIMENSIONS (in)
|
PRICE
|
|||||||||
|
A
|
B
|
C
|
D
|
E
|
F
|
G
|
H
|
I
|
J
|
|||||
|
.060-.475
|
0.500
|
0.325
|
3.265
|
0.103
|
1.725
|
2.000
|
0.100
|
0.525
|
0.330
|
0.500
|
$ 903
|
|||
|
.060-.475
|
0.625
|
0.325
|
3.875
|
0.103
|
1.725
|
2.600
|
0.100
|
0.525
|
0.385
|
0.500
|
$ 903
|
|||
|
.060-.475
|
0.750
|
0.325
|
3.875
|
0.103
|
1.725
|
2.600
|
0.100
|
0.525
|
0.385
|
0.500
|
$ 903
|
|||
|
.090-.475
|
0.500
|
0.325
|
3.265
|
0.154
|
1.725
|
2.000
|
0.085
|
0.525
|
0.330
|
0.500
|
$ 903
|
|||
|
.090-.475
|
0.625
|
0.325
|
3.875
|
0.154
|
1.725
|
2.600
|
0.085
|
0.525
|
0.385
|
0.500
|
$ 903
|
|||
|
.090-.475
|
0.750
|
0.325
|
3.875
|
0.154
|
1.725
|
2.600
|
0.085
|
0.525
|
0.385
|
0.500
|
$ 903
|
|||
|
.120-.940
|
0.625
|
0.450
|
4.050
|
0.215
|
2.950
|
2.250
|
0.125
|
0.965
|
0.385
|
0.815
|
$ 1,076
|
|||
|
.120-.940
|
0.750
|
0.450
|
4.900
|
0.215
|
2.950
|
3.100
|
0.125
|
0.965
|
0.465
|
0.815
|
$ 1,076
|
|||
|
.120-.940
|
1.00
|
0.450
|
4.900
|
0.215
|
2.950
|
3.100
|
0.125
|
0.965
|
0.675
|
0.815
|
$ 1,076
|
|||
|
Call for Details
|
0.750
|
0.825
|
5.600
|
0.332
|
2.950
|
3.100
|
-
|
0.965
|
0.465
|
0.815
|
$ 1,237
|
|||
|
Call for Details
|
1.000
|
0.825
|
5.600
|
0.332
|
2.950
|
3.100
|
-
|
0.965
|
0.675
|
0.815
|
$1,237
|
|||
|
Call for Details
|
1.000
|
1.050
|
5.750
|
0.400
|
4.975
|
3.375
|
0.250
|
0.965
|
-
|
1.500
|
$ 1,458
|
|||
|
Call for Details
|
1.500
|
1.050
|
5.750
|
0.400
|
4.975
|
3.375
|
0.250
|
0.965
|
-
|
1.500
|
$ 1,458
|
|||
Other variations and options are available - Please call for info
** Capacity ranges listed are approximate - More range available with modifications
Compact design makes it ideal for use on screw machines and CNC lathes when axial feed knurling from the turret. Parts are self supported and they can extend thru the shank for long jobs. We recommend using "CONVEX"Knurls Holder can also be adapted for burnishing and internal knurling.
To Set Up: Determine Blank Diameter using Table I. Subtract the approximate knurl depth to obtain the minor diameter of the part. IN THE MACHINE set the three carrier blocks to this size or a few thousandths larger and test roll some parts. For further small adjustments move only one of the blocks. NOTE: Adjustments are made from the front of the holder. Recommended feed rate is .010 - .030" per rev. (off twice as fast) with a spindle speed of approximately 50 - 150 SFPM.
To Set Up: Determine Blank Diameter using Table I. Subtract the approximate knurl depth to obtain the minor diameter of the part. IN THE MACHINE set the three carrier blocks to this size or a few thousandths larger and test roll some parts. For further small adjustments move only one of the blocks. NOTE: Adjustments are made from the front of the holder. Recommended feed rate is .010 - .030" per rev. (off twice as fast) with a spindle speed of approximately 50 - 150 SFPM.
If you do not see what you are looking for - please call.
*** Pricing and Discount structure are subject to change without notice.
Accu Trak Knurling Tools are manufactured to extremely high standards from premium alloys. Many are available with a lapped tooth form to give longer life and impart a smooth, clean surface to the knurled part. Both sides and the bore of the knurl are finish ground to maintain close tolerance on diameter and side runout. Our standard material is a high quality grade of High Speed steel which is vacuum hardened, and tempered at least 2 times to a hardness of about 63 Rockwell C.
For severe knurling operations, such as rolling on 303 stainless or semi-hardened steels, Accu Trak also offers knurls in a premium grade of high-cobalt steel. These knurling tools are slightly harder and in most applications deliver a substantial increase in tool life. Multiple coatings such as "TiN" and "Ferritic Nitrocarburizing" are also available if necessary. Our sales representatives will be happy to discuss any aspect of your knurling application and make recommendations on maximizing tool life versus cost for any type of knurling operation.
In addition to the many stock knurling dies shown above, we can manufacture virtually any size and pitch special knurling tools with 1-2 week normal delivery for standard knurl tooth forms.
